- 1
Centrifuge
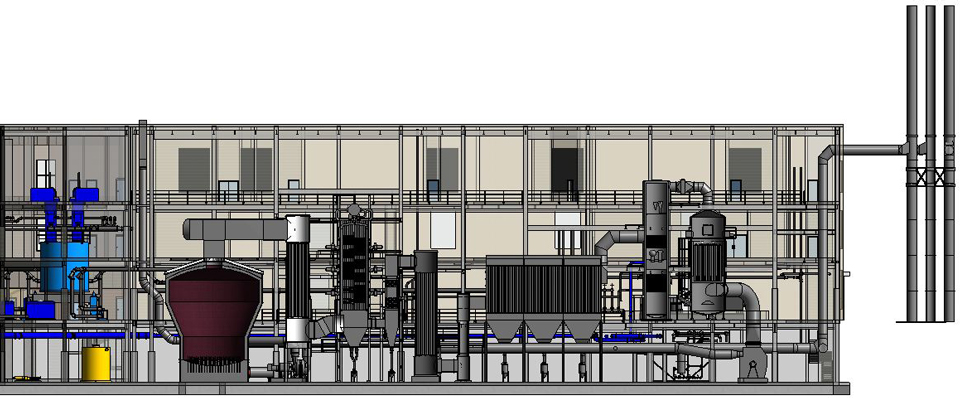
How it Works: CentrifugeThickened sludge is pumped into a dewatering centrifuge which spins at 2,600 rpm to increase solids concentration from 5% to 28% to a consistency similar to moist soil.
- 2
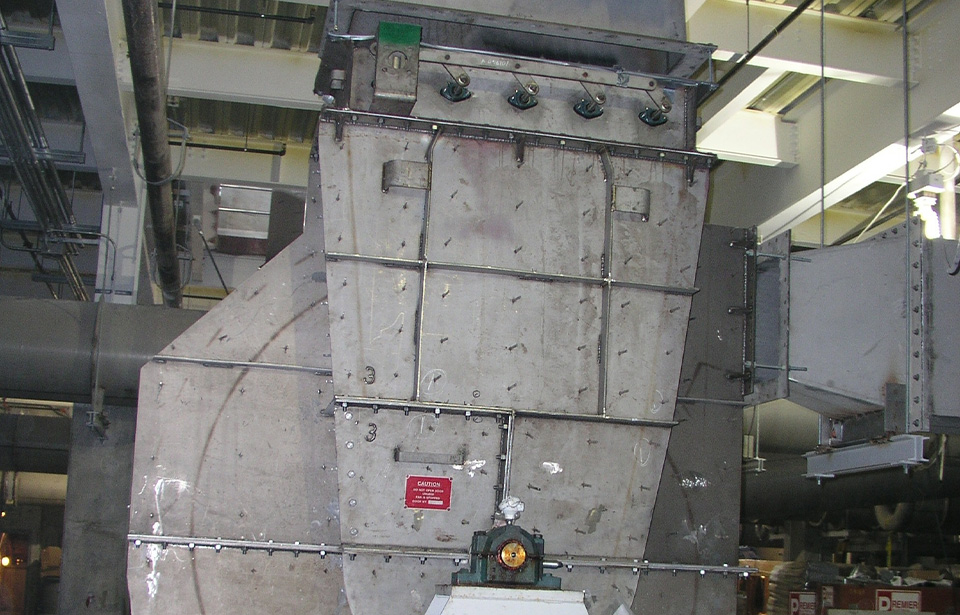
Cake Bin
How it Works: Cake BinDewatered “cake” falls into a cake bin. A sliding frame and an extraction screw conveyor feeds cake into the cake pump.
- 3
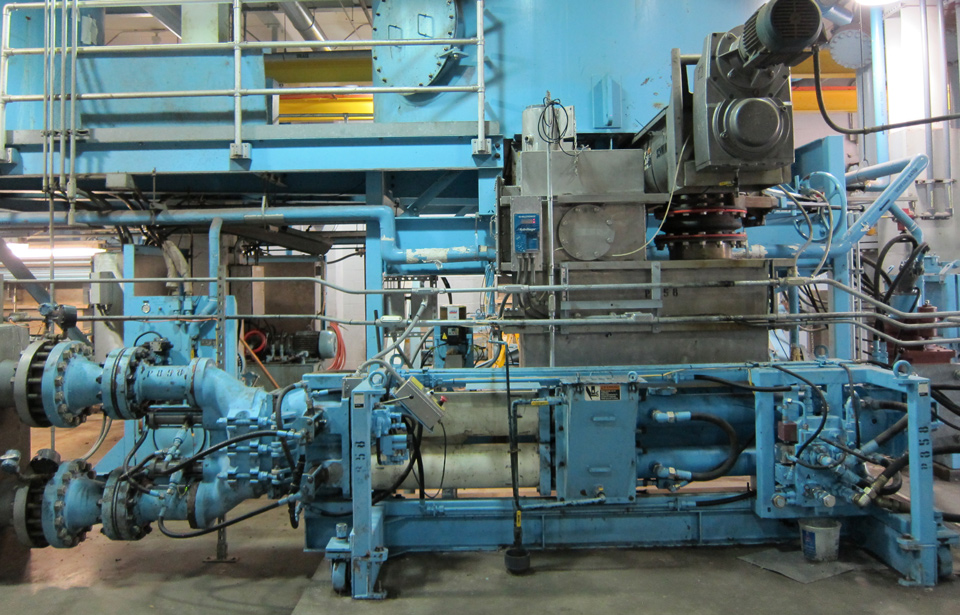
Cake Pump
How it Works: Cake PumpA hydraulically powered piston pump feeds cake through pipes to the fluidized bed incinerator.
- 4
Polymer
How it Works: PolymerEmulsion or mannich polymers make the thickened sludge particles adhere to each other assisting in the dewatering process in the centrifuges.
- 5
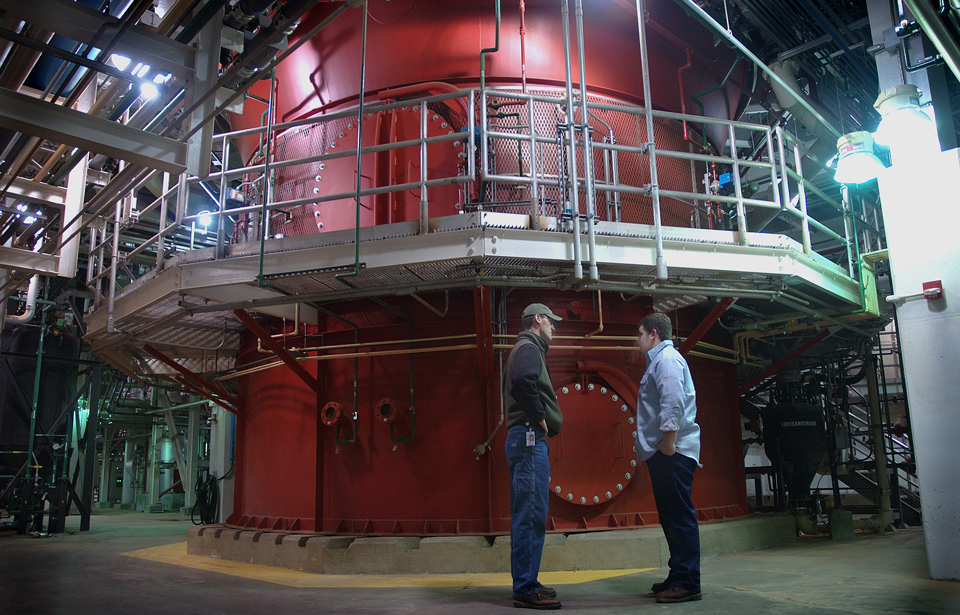
Fluid Bed Incinerator
How it Works: Fluid Bed IncineratorThe cake combusts at a temperature of 1,375 degrees Fahrenheit in a bubbling sand bed. Combustion reduces the volume of cake by 95% and eliminates bacteria. The cake has enough energy that the incinerator normally burns cake without the need for supplemental natural has fuel.
- 6
Primary HEX
How it Works: Primary Heat ExchangerHot flue gas leaving the incinerator is recovered to preheat the fluidizing air entering the bottom of the incinerator.
- 7
Waste Heat Boiler
How it Works: Waste Heat BoilerThe waste heat boiler recovers heat from the flue gas by converting water pumped through hundreds of metal tubes into steam.
- 8
Secondary HEX
How it Works: Secondary Heat ExchangerPowdered activated carbon is injected into the flue gas to remove mercury.
- 9
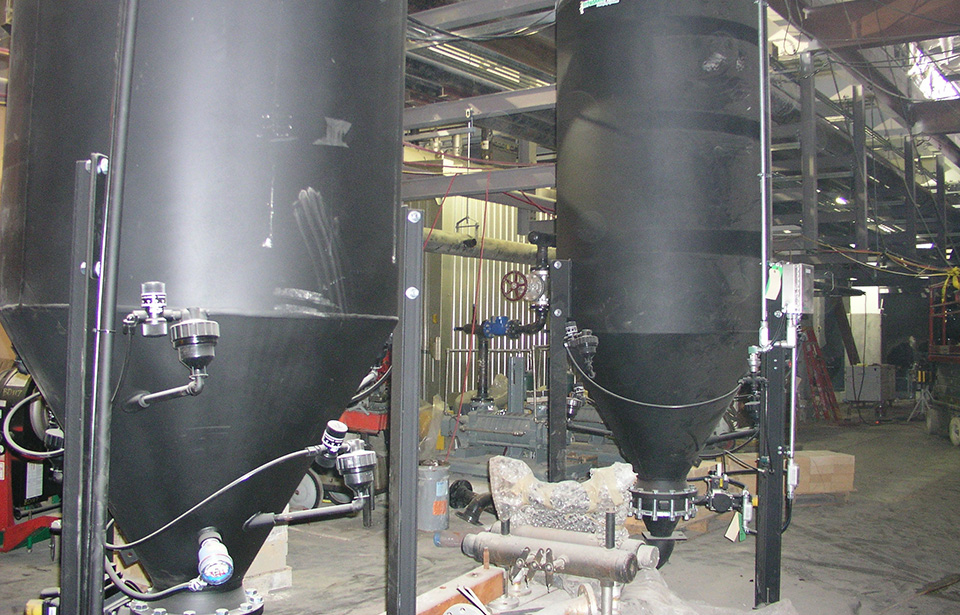
Carbon Tower
How it Works: Carbon TowerCarbon is injected into the flue gas to remove mercury.
- 10
Baghouse
How it Works: BaghouseThe baghouse uses 816 filter bags to remove particulates which include injected carbon and heavy metals. The particles collected on the outside of the bags fall to bottom in the form of ash.
- 11
Wet Scrubber
How it Works: Wet ScrubberWater is sprayed into the wet scrubber to cool the flue gas and remove remaining particulates. Caustic is added to neutralize acid gases.
- 12
Wet ESP
How it Works: Wet Electrostatic PrecipitatorThe wet electrostatic precipitator uses electrically charged metal rods to remove any remaining very fine particulates and heavy metals from the flue gas.
- 13
Stack
How it Works: StackEmissions leaving the stacks are clean, odorless, colorless, and have no visible plume.
- 14
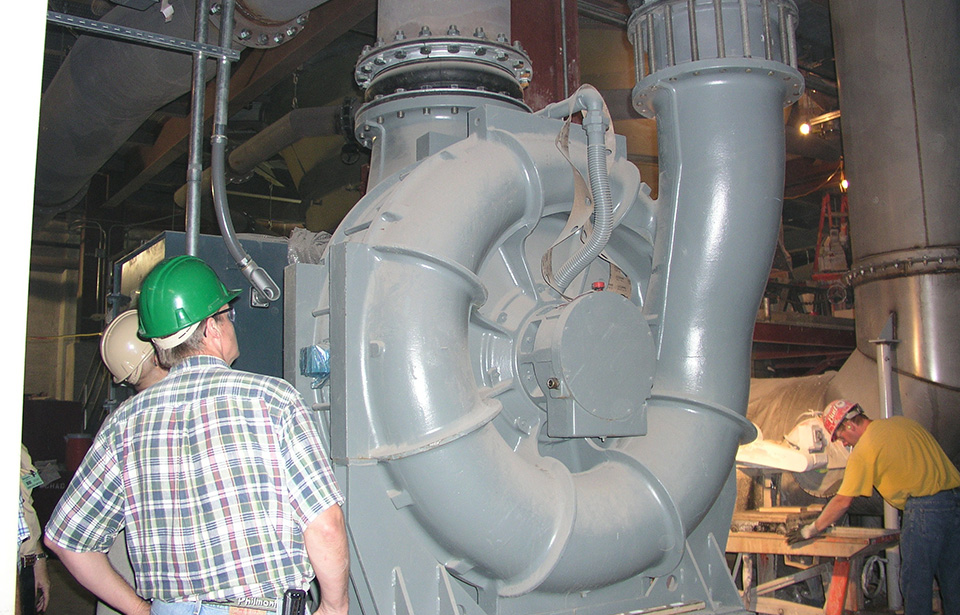
Fluidizing Air Blower
How it Works: Fluidizing Air BlowerThe fluidizing air blower pushes air through the primary heat exchanger and 1,300 tuyeres to fluidize the sand inside the incinerator.
- 15
Induced Draft Fan
How it Works: Induced Draft FanThe induced draft fan pulls the flue gas from the incinerator, energy recovery, and air pollution control systems and pushes the clean flue gas through the secondary heat exchanger and out the stack.
- 16
Ash Conveyance
How it Works: Ash ConveyanceAsh transporters under the baghouse and waste heat boiler collect ash and use compressed air to push ash to storage silos.